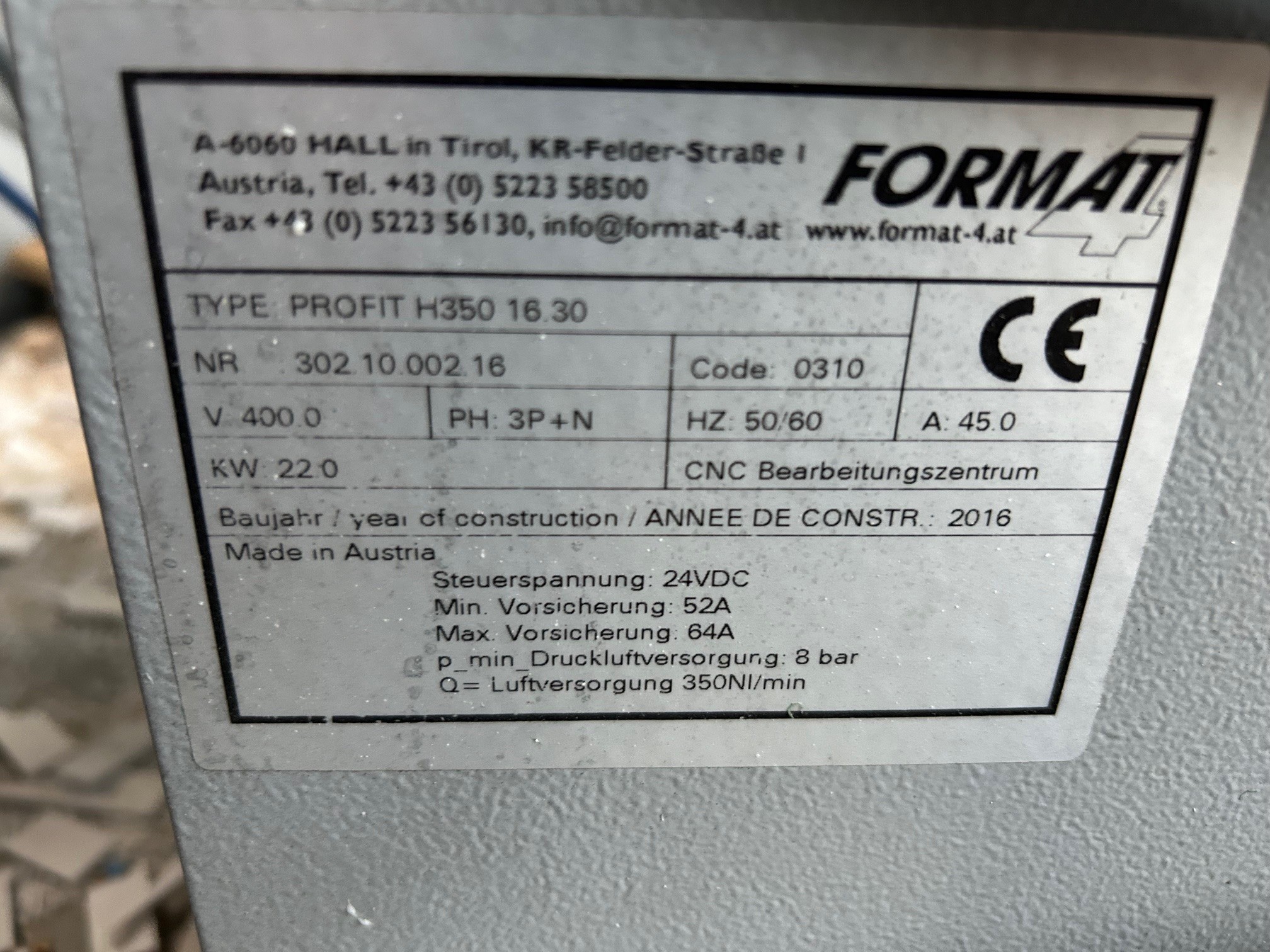
Gebrauchtmachine
Baujahr: 2016
Ausstattung und technische Daten:
- Elektrik 3x400V 50 / 60Hz
- Kardanische 5-Achs Elektrospindel 12 kW (S6) HSK F63
- 24.000 U/min
- Keramiklager inkl. Flüssigkeitskühlung mit stufenlos-
höhenverstellbarer Absaughaube - elektromotorisch gesteuert
- Volle Nennleistung bei ca. 12.000 U/min
- Drehzahl: 1000 - 24000 U/min
- Antrieb: 3-Phasen HF Motor mittels Invertergesteuert
- Drehrichtung: rechts/links
- 2 gesteuerte Druckluftanschlüsse
- Schnittstelle für Aggregate
- Werkzeuggewicht (drehend): 6 kg
- max. Sägeblatt Ø 350
- Spindelkühlung: Flüssigkeitskühlung
- Absaughaube stufenlos
- Profit H350 16.30:
CNC-Bearbeitungszentrum in Gantry-Bauweise (ohne Werkzeug) mit digitalen Antrieben
(beidseitig angetrieben).
Der Maschinenständer der Profit H350 16.30
ist aus dickwandigen, elektrogeschweißten
Formrohren hergestellt. Durch die Stahl-Verrippung innerhalb des Ständers wird eine
hohe Stabilität erreicht.
- Bearbeitungsfeld H350 16.30:
Verfahrweg der Achsen:
X= 4000 mm
Y= 1970 mm
Z= 455 mm
Arbeitsfeld:
X= 3000 mm
Y= 1500 mm
Z= 150 mm Durchlasshöhe
Achsenpositioniergeschwindigkeiten:
Richten sich nach dem gewählten
Sicherheitssystem (diese sind dem Layout zuentnehmen).
- Beidseitig angetriebenes Fahrportal
- Führungssystem X-Achse:
Der Antrieb des Fahrportals der X-Achse erfolgt über eine Zahnstange mit schräger, bombierter Zahnform - Dies garantiert
höchste Präzision.
Das Untersetzungsgetriebe sichert höchste Bearbeitungsqualität und Wiederholgenauigkeit.
Die Lagerung erfolgt mittels gekapselter, auf gehärteten und geschliffenen Linearführungen laufenden Kugelumlaufbacken.
- Führungssystem Y-Achse:
Die Lagerung erfolgt mittels gekapselter, auf gehärteten und geschliffenen Linearführungen laufenden Kugelumlaufbacken. Die Y-Achse wird mittels einer geschliffenen Kugelumlaufspindel positioniert.
- Führungssystem Z-Achse:
Die Lagerung erfolgt mittels gekapselter, auf gehärteten und geschliffenen Linearführungen laufenden Kugelumlaufbacken. Die Z-Achse wird mittels einer geschliffenen Kugelumlaufspindel positioniert.
- Automatische Zentralschmierung:
Das Fett wird kontrolliert an die Führungswägen der X-, Y- und Z-Achse sowie an die Kugelumlaufspindeln in Y und Z
gefördert.
Der Schmiervorgang wird nach einer vorgegebenen Zeit automatisch ausgeführt.
- 12-fach Linear-Werkzeugwechsler links am Maschinenständer inkl. einem Pickup-Platz für Aggregate:
Der 12-Fach Linearwechsler sichert kürzeste Umrüstzeiten und bietet ausreichend Platzfür Fräswerkzeuge.
Ein Aggregatwechselplatz (Bestückungsvarianten siehe Layout)
Max. Werkzeugdurchmesser 250 mm
Max. Werkzeuglänge 240 mm
- Bohrkopf DH 18 6H 1S:
Vertikal 12 Spindeln: 7 Spindeln in X-Richtung und 5 Spindeln in Y-Richtung.
Horizontal 6 Spindeln: 4 Spindeln in X-Richtung und 2 Spindeln in Y-Richtung.
Vorhub = 70 mm
max. Bohrerlänge = 70 mm und Schaft D = 10 mm.
Alle Spindeln sind einzeln angetrieben und abrufbar.
1 Nutsäge in X-Richtung
max. Sägeblattdurchmesser 120 mm
max. Blattdicke 5 mm
max. Drehzahl stufenlos bis 7500 U/min.
Die Bohrgruppe deckt das gesamte Arbeitsfeld sowohl
horizontal als auch vertikal ab.
- Gesteuerter Zentral-Absauganschluss:
Über die Programmsteuerung wird entweder Bohrkopf oder die Frässpindel abgesaugt.
Durch diesen gesteuerten Schieber erreicht man eine optimierte Absaugleistung.
Anschlussdurchmesser siehe Layout
- 6 Werkstücksauflagen:
Mit vorderer und hinterer Anschlagreihe.
Schlauchloses Vakuum-Zweikreissystem mit Saugerhöhe 100 mm.
Pneumatische Arretierung der Werkstückauflagen auf gehärteten und geschliffenen Rundwellen.
Ein vorderer und hinterer programmgesteuerter, pneumatischer Anschlagzylinder auf jeder Auflage.
4 verschiebbare Seitenanschläge in Y-Richtung.
4 Einlagehilfen erleichtern das Auflegen oder Entnehmen großer/schwerer Werkstücke.
Tragkraft je Einlagehilfe 20 kg.
Anordnung laut Maschinenlayout.
- Positionieranzeige der Werkstückauflagen und Vakuumsauger:
Das Werkstück, die Werkstückauflagen und die Vakuumsauger werden im CNC-Board gleichzeitig dargestellt.
Damit ist garantiert, dass das Werkstück sicher positioniert wird und es zu keiner Kollision zwischen Werkzeug und Sauger kommt.
Die exakte Position der Vakuumsauger auf den Werkstückauflagen wird mittels Laser angezeigt.
- Vakuumanschluss für Schablonenfräsarbeiten auf linker Maschinenseite, Durchmesser An